



Ласерско заварувањее нов вид метод на заварување.Ласерско заварувањеГлавно е наменет за заварување на тенки ѕидови и прецизни делови. Може да изведува точкесто заварување, челно заварување, заварување со стек, заварување со заптивки итн. Неговите карактеристики се: висок сооднос на ширина и должина, мала ширина на споеви, мала зона погодена од топлина, мала деформација и голема брзина на заварување. Заварскиот споеви е мазен и убав, и не е потребен третман или се потребни само едноставни процедури за третман по заварувањето. Квалитетот на заварувањето е висок и нема пори. Нечистотиите во основниот метал може да се намалат и оптимизираат. Структурата може да се рафинира по заварувањето. Јачината и цврстината на заварот се барем еднакви или дури и ги надминуваат оние на основниот метал. Може прецизно да се контролира, фокусираната светлосна точка е мала, може да се позиционира со голема прецизност и лесно се реализира автоматизација. Може да се постигне заварување помеѓу одредени различни материјали.
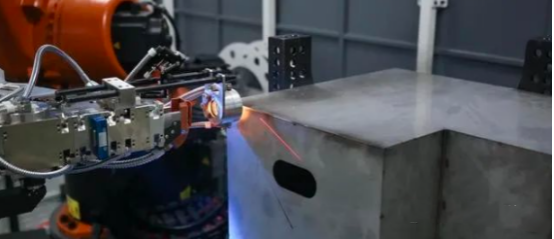
1. Ласерско самофузно заварување
Ласерско заварувањеКористи одлична насоченост и висока густина на моќност на ласерскиот зрак за работа. Ласерскиот зрак се фокусира на мала површина преку оптичкиот систем, формирајќи високо концентриран извор на топлина во заварената површина за многу кратко време. Ласерско заварување: голем сооднос на ширина и должина; голема брзина и голема прецизност; мал внес на топлина и мала деформација; бесконтактно заварување; не е под влијание на магнетни полиња и нема потреба од усисување.
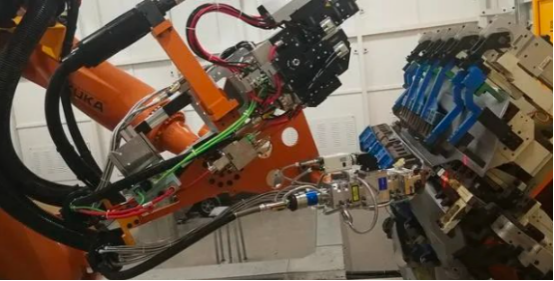
2. Заварување со ласерска жица за полнење
Ласерско заварување на жица за полнењесе однесува на метод на претходно полнење на специфични материјали за заварување во заварот, а потоа нивно топење со ласерско зрачење или полнење на материјалите за заварување додека се зрачи со ласерско зрачење за да се формира заварен спој. Во споредба со заварувањето без жица за полнење, заварувањето со ласерска жица за полнење го решава проблемот на строгите барања за обработка и склопување на работното парче; може да заварува подебели и поголеми делови со помала моќност; со прилагодување на составот на жицата за полнење, може да се контролираат структурните својства на површината на заварувањето.

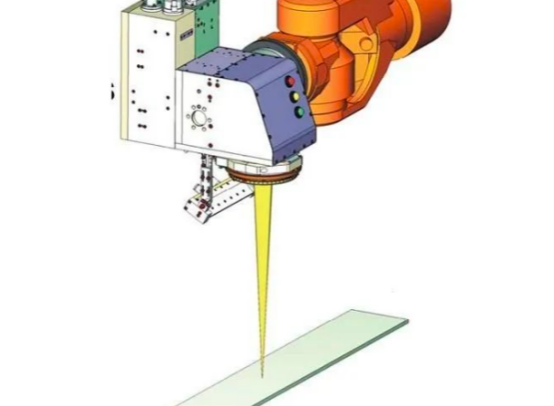
3. Ласерско заварување со лет
Далечинско ласерско заварувањесе однесува на метод на ласерско заварување кој користи брз скенирачки галванометар за обработка на долги работни растојанија. Има висока точност на позиционирање, кратко време, голема брзина на заварување и висока ефикасност; нема да се меша со заварувачката фиксација и има помало загадување на оптичките леќи; заварите од која било форма може да се прилагодат за да се оптимизира структурната цврстина итн. Општо земено, заварскиот шев нема заштита од гасови и прскањето е големо. Најчесто се користи во тенки челични плочи со висока цврстина, галванизирани челични плочи и други производи како што се панели на каросеријата.
Ласерскиот зрак што го емитува ласерскиот генератор се фокусира на површината на жицата за заварување и се загрева, предизвикувајќи жицата за заварување да се стопи (основниот метал не се стопи), да се навлажни основниот метал, да се пополни празнината на спојот и да се комбинира со основниот метал за да се формира завар за да се постигне добра врска.
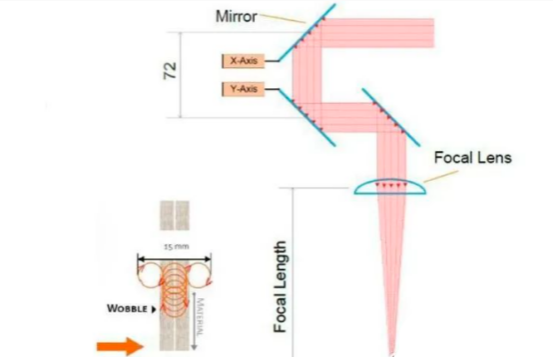
5. Ласерско заварување со замав
Со нишање на внатрешната рефлектирачка леќа на главата за заварување, ласерското нишање се контролира за да се промешува базенот за заварување, да се поттикне прелевање на гасот од базенот и да се рафинираат зрната. Во исто време, може да се намали и чувствителноста на ласерското заварување на влезниот материјал. Особено е погодно за заварување на легури на алуминиум, бакар и различни материјали.
6. Хибридно заварување со ласерски лак
Ласерско-лачно хибридно заварувањекомбинира два ласерски и лачни извори на топлина со сосема различни физички својства и механизми за пренос на енергија за да формира нов и ефикасен извор на топлина. Карактеристики на хибридното заварување: 1. Во споредба со ласерското заварување, способноста за премостување е подобрена и структурата е подобрена. 2. Во споредба со лачното заварување, деформацијата е мала, брзината на заварување е голема, а длабочината на пенетрација е голема. 3. Искористете ги предностите на секој извор на топлина и надоместете ги нивните соодветни недостатоци, 1+1>2.

Време на објавување: 25 октомври 2023 година











