



Иако ултрабрзите ласери постојат со децении, индустриските примени брзо пораснаа во последните две децении. Во 2019 година, пазарната вредност на ултрабрзителасерски материјалПреработката изнесуваше приближно 460 милиони американски долари, со сложена годишна стапка на раст од 13%. Областите на примена каде што ултрабрзите ласери успешно се користат за обработка на индустриски материјали вклучуваат производство и поправка на фотомаски во полупроводничката индустрија, како и сечење на силикон, сечење/шкрипење на стакло и отстранување на ITO филм (индиум калај оксид) во потрошувачката електроника како што се мобилните телефони и таблетите, текстурирање на клипови за автомобилската индустрија, производство на коронарни стентови и производство на микрофлуидни уреди за медицинската индустрија.

01 Производство и поправка на фотомаски во полупроводничката индустрија
Ултрабрзите ласери биле користени во една од најраните индустриски апликации во обработката на материјали. IBM објави примена на фемтосекундна ласерска аблација во производството на фотомаски во 1990-тите. Во споредба со наносекундната ласерска аблација, која може да предизвика прскање на метал и оштетување на стаклото, фемтосекундните ласерски маски не покажуваат прскање на метал, оштетување на стаклото итн. Предности. Овој метод се користи за производство на интегрирани кола (IC). Производството на IC чип може да бара до 30 маски и да чини >100.000 долари. Фемтосекундната ласерска обработка може да обработи линии и точки под 150nm.
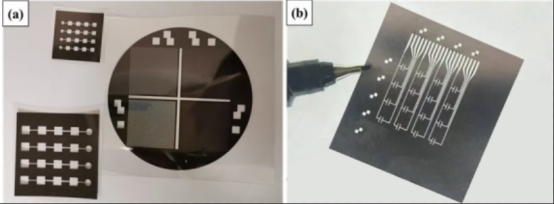
Слика 1. Изработка и поправка на фотомаска
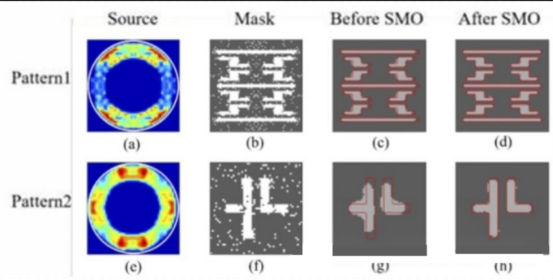
Слика 2. Резултати од оптимизација на различни модели на маски за екстремна ултравиолетова литографија
02 Сечење на силикон во полупроводничката индустрија
Сечењето на силициумски плочки е стандарден производствен процес во полупроводничката индустрија и обично се изведува со механичко сечење. Овие тркала за сечење често развиваат микропукнатини и тешко се сечат тенки (на пр. дебелина < 150 μm) плочки. Ласерското сечење на силициумски плочки се користи во полупроводничката индустрија со години, особено за тенки плочки (100-200 μm), и се изведува во повеќе чекори: ласерско жлебување, проследено со механичко одвојување или прикрадување (т.е. инфрацрвен ласерски зрак во внатрешноста на силициумското гребење) проследено со механичко одвојување на лента. Наносекундниот пулсен ласер може да обработи 15 плочки на час, а пикосекундниот ласер може да обработи 23 плочки на час, со повисок квалитет.
03 Сечење/шкрипење стакло во индустријата за потрошна електроника
Екраните на допир и заштитните очила за мобилни телефони и лаптопи стануваат потенки, а некои геометриски форми се закривени. Ова го отежнува традиционалното механичко сечење. Типичните ласери обично произведуваат слаб квалитет на сечење, особено кога овие стаклени дисплеи се наредени во 3-4 слоја и горното заштитно стакло со дебелина од 700 μm е калено, што може да се скрши со локализиран стрес. Ултрабрзите ласери се покажаа како способни да ги сечат овие очила со подобра цврстина на рабовите. За сечење на големи рамни панели, фемтосекундниот ласер може да се фокусира на задната површина на стаклениот лист, гребејќи ја внатрешноста на стаклото без да ја оштети предната површина. Потоа стаклото може да се скрши со механички или термички средства по должината на засечениот образец.
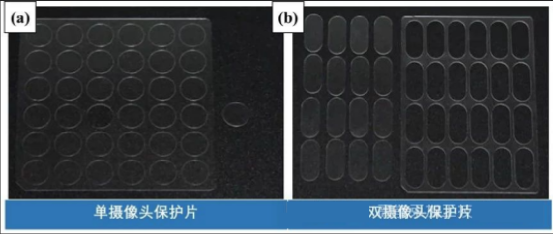
Слика 3. Пикосекундно ултрабрзо ласерско сечење на стакло со посебен облик
04 Текстури на клипови во автомобилската индустрија
Лесните автомобилски мотори се направени од алуминиумски легури, кои не се толку отпорни на абење како леаното железо. Студиите покажаа дека фемтосекундната ласерска обработка на текстурите на автомобилските клипови може да го намали триењето до 25% бидејќи остатоците и маслото можат ефикасно да се складираат.

Слика 4. Фемтосекундна ласерска обработка на клипови од автомобилски мотор за подобрување на перформансите на моторот
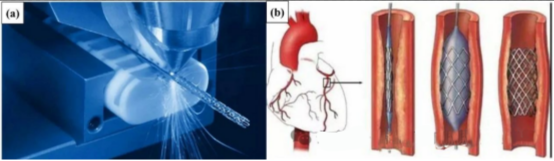
05 Производство на коронарни стентови во медицинската индустрија
Милиони коронарни стентови се имплантираат во коронарните артерии на телото за да се отвори канал за проток на крв во инаку згрутчените крвни садови, спасувајќи милиони животи секоја година. Коронарните стентови обично се изработуваат од метална (на пр., нерѓосувачки челик, легура на никел-титаниум со меморија за облик или, поскоро, легура на кобалт-хром) жица со ширина на потпорниот столб од приближно 100 μm. Во споредба со сечењето со долги импулси со ласер, предностите од користењето ултрабрзи ласери за сечење на држачи се висок квалитет на сечење, подобра завршна обработка на површината и помалку остатоци, што ги намалува трошоците за пост-обработка.
06 Производство на микрофлуидни уреди за медицинската индустрија
Микрофлуидните уреди најчесто се користат во медицинската индустрија за тестирање и дијагностицирање на болести. Тие обично се произведуваат со микро-инјектирање на поединечни делови, а потоа со лепење или заварување. Ултрабрзото ласерско производство на микрофлуидни уреди има предност во производството на 3D микроканали во проѕирни материјали како што е стаклото, без потреба од врски. Еден метод е ултрабрзо ласерско производство во стакло во голем обем, проследено со влажно хемиско гравирање, а друг е фемтосекундна ласерска аблација во стакло или пластика во дестилирана вода за отстранување на остатоци. Друг пристап е машинско изработка на канали во стаклената површина и нивно запечатување со стаклен капак преку фемтосекундно ласерско заварување.
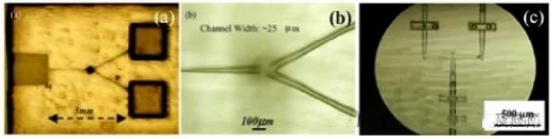
Слика 6. Фемтосекундно ласерско селективно јоргање за подготовка на микрофлуидни канали во стаклени материјали
07 Микро дупчење на млазницата за инјектор
Фемтосекундната ласерска обработка на микродупки го замени микро-EDM кај многу компании на пазарот на инјектори под висок притисок поради поголема флексибилност во менувањето на профилите на проточните дупки и пократкото време на обработка. Способноста за автоматска контрола на позицијата на фокусот и наклонот на зракот преку прецесирачка глава за скенирање доведе до дизајнирање на профили на отвори (на пр., цевка, разгорување, конвергенција, дивергенција) кои можат да промовираат атомизација или пенетрација во комората за согорување. Времето на дупчење зависи од волуменот на аблацијата, со дебелина на дупчалката од 0,2 - 0,5 mm и дијаметар на дупката од 0,12 - 0,25 mm, што ја прави оваа техника десет пати побрза од микро-EDM. Микро-дупчењето се изведува во три фази, вклучувајќи груба обработка и завршна обработка на пилот-дупките. Аргонот се користи како помошен гас за заштита на дупчалката од оксидација и за заштита на конечната плазма за време на почетните фази.
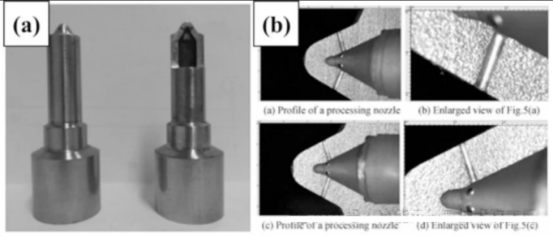
Слика 7. Фемтосекундна ласерска обработка со висока прецизност на инвертирана конусна дупка за инјектор за дизел мотор
08 Ултра брзо ласерско текстурирање
Во последниве години, со цел да се подобри точноста на машинската обработка, да се намали оштетувањето на материјалот и да се зголеми ефикасноста на обработката, полето на микромашинирање постепено стана фокус на истражувачите. Ултрабрзиот ласер има различни предности во обработката, како што се мало оштетување и висока прецизност, што стана фокус на промовирање на развојот на технологијата за обработка. Во исто време, ултрабрзите ласери можат да дејствуваат на различни материјали, а оштетувањето на материјалот со ласерска обработка е исто така главна истражувачка насока. Ултрабрзиот ласер се користи за аблација на материјали. Кога густината на енергијата на ласерот е поголема од прагот на аблација на материјалот, површината на аблираниот материјал ќе покаже микро-нано структура со одредени карактеристики. Истражувањата покажуваат дека оваа посебна површинска структура е честа појава што се јавува при обработка на материјали со ласер. Подготовката на површински микро-нано структури може да ги подобри својствата на самиот материјал, а исто така да овозможи развој на нови материјали. Ова ја прави подготовката на површински микро-нано структури со ултрабрз ласер технички метод со важно развојно значење. Моментално, за метални материјали, истражувањата за ултрабрзо ласерско текстурирање на површината можат да ги подобрат својствата на навлажнување на металната површина, да го подобрат триењето на површината и својствата на абење, да ја подобрат адхезијата на премазот и насочената пролиферација и адхезија на клетките.
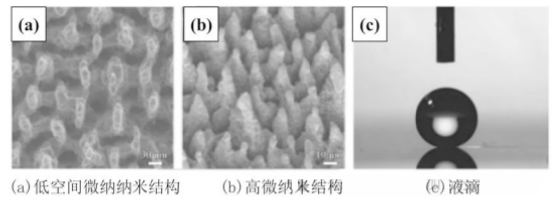
Слика 8. Суперхидрофобни својства на ласерски подготвена силиконска површина
Како најсовремена технологија за обработка, ултрабрзата ласерска обработка има карактеристики на мала зона погодена од топлина, нелинеарен процес на интеракција со материјали и обработка со висока резолуција над границата на дифракција. Може да реализира висококвалитетна и високопрецизна микро-нано обработка на различни материјали и тродимензионално производство на микро-нано структури. Постигнувањето ласерско производство на специјални материјали, комплексни структури и специјални уреди отвора нови можности за микро-нано производство. Во моментов, фемтосекундниот ласер е широко користен во многу најсовремени научни области: фемтосекундниот ласер може да се користи за подготовка на разни оптички уреди, како што се микролеќи, бионски сложени очи, оптички брановоди и метаповршини; користејќи ја својата висока прецизност, висока резолуција и со тродимензионални можности за обработка, фемтосекундниот ласер може да подготви или интегрира микрофлуидни и оптофлуидни чипови како што се компоненти на микрогрејачи и тродимензионални микрофлуидни канали; Покрај тоа, фемтосекундниот ласер може да подготви и различни видови површински микронаноструктури за да се постигнат антирефлексија, антирефлексија, суперхидрофобни, анти-замрзнување и други функции; не само тоа, фемтосекундниот ласер се применува и во областа на биомедицината, покажувајќи извонредни перформанси во области како што се биолошки микростентови, супстрати за клеточни култури и биолошко микроскопско снимање. Широки перспективи за примена. Во моментов, полињата на примена на фемтосекундната ласерска обработка се прошируваат од година во година. Покрај горенаведените микрооптика, микрофлуидика, мултифункционални микронаноструктури и биомедицински инженерски апликации, тој игра огромна улога и во некои нови области, како што се подготовка на метаповршини, микронано производство и складирање на повеќедимензионални оптички информации итн.
Време на објавување: 17 април 2024 година











