



01 Што езаварен спој
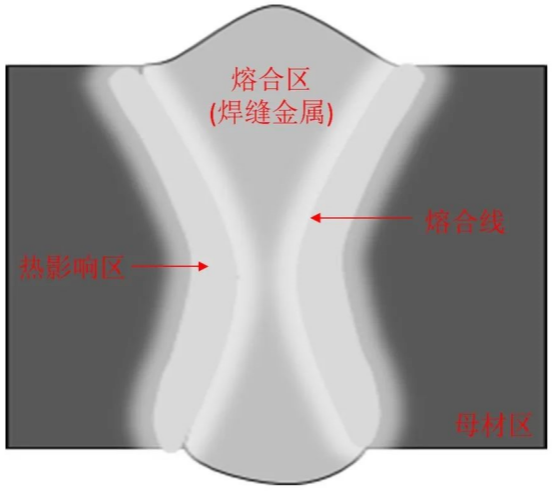
Заварен спој се однесува на спој каде што два или повеќе работни парчиња се поврзани со заварување. Заварениот спој на фузионо заварување се формира со локално загревање од извор на топлина со висока температура. Заварениот спој се состои од зона на фузија (зона на заварување), линија на фузија, зона погодена од топлина и зона на основен метал, како што е прикажано на сликата.
02 Што е зглоб на задникот
Често користена структура за заварување е спој каде што два меѓусебно поврзани делови се заварени во иста рамнина или лак на средната рамнина на спојот. Карактеристиката е рамномерно загревање, рамномерна сила и лесно обезбедување квалитет на заварување.
03 Што ежлеб за заварување
За да се обезбеди пенетрација и квалитет на заварените споеви, како и да се намали деформацијата на заварувањето, споевите на заварените делови генерално се претходно обработуваат во различни форми пред заварување. Различни жлебови за заварување се погодни за различни методи на заварување и дебелини на заварениот материјал. Вообичаените форми на жлебови вклучуваат: I-облик, V-облик, U-облик, едностран V-облик итн., како што е прикажано на сликата.
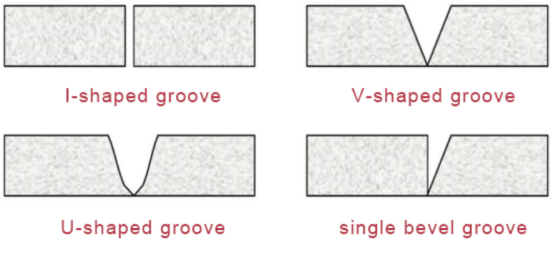
Вообичаени форми на жлебови на заднички зглобови
04 Влијанието на формата на жлебот на задниот зглоб врзЛасерско лачно композитно заварување
Со зголемувањето на дебелината на заварениот дел, постигнувањето на еднострано заварување и двострано обликување на плочи со средна и дебела дебелина (моќност на ласерот <10 kW) често станува посложено. Вообичаено, треба да се усвојат различни стратегии за заварување, како што се дизајнирање соодветни форми на жлебови или резервирање на одредени празнини за приклучување, со цел да се постигне заварување на плочи со средна и дебела дебелина. Меѓутоа, при вистинското производство на заварување, резервирањето на празнините за приклучување ќе ја зголеми тежината на заварувачките тела. Затоа, дизајнот на жлебот станува клучен за време на процесот на заварување. Ако дизајнот на жлебот не е разумен, стабилноста и ефикасноста на заварувањето ќе бидат негативно засегнати, а исто така го зголемува и ризикот од дефекти при заварувањето.
(1) Формата на жлебот директно влијае на квалитетот на заварскиот спој. Соодветниот дизајн на жлебот може да обезбеди металот на жицата за заварување целосно да се наполни во заварскиот спој, намалувајќи ја појавата на дефекти на заварувањето.
(2) Геометрискиот облик на жлебот влијае на начинот на кој се пренесува топлината, што може подобро да ја насочи топлината, да постигне порамномерно загревање и ладење и да помогне да се избегнат термички деформации и преостанат стрес.
(3) Формата на жлебот ќе влијае на морфологијата на напречниот пресек на заварскиот спој и ќе доведе до тоа морфологијата на напречниот пресек на заварскиот спој да биде посогласна со специфичните барања, како што се длабочината и ширината на пенетрацијата на заварот.
(4) Соодветна форма на жлеб може да ја подобри стабилноста на заварувањето и да ги намали нестабилните појави за време на процесот на заварување, како што се прскање и дефекти при поткопување.
Како што е прикажано на Слика 3, истражувачите откриле дека употребата на ласерско лачно композитно заварување (ласерска моќност 4kW) може да го пополни жлебот во два слоја и два премина, ефикасно подобрувајќи ја ефикасноста на заварувањето; Заварување без дефекти на MnDR со дебелина од 20 mm е постигнато со употреба на трислојно лачно композитно заварување со ласерски лак (ласерска моќност од 6kW); Ласерско лачно композитно заварување е користено за заварување на челик со ниска содржина на јаглерод со дебелина од 30 mm во повеќе слоеви и премини, а морфологијата на напречниот пресек на заварениот спој е стабилна и добра. Покрај тоа, истражувачите откриле дека ширината на правоаголните жлебови и аголот на жлебовите во форма на Y имаат значително влијание врз ефектот на просторно ограничување. Кога ширината на правоаголниот жлеб е≤4 mm, а аголот на жлебот во форма на Y е≤60 °, морфологијата на напречниот пресек на заварскиот спој покажува централни пукнатини и засеци на страничниот ѕид, како што е прикажано на сликата.
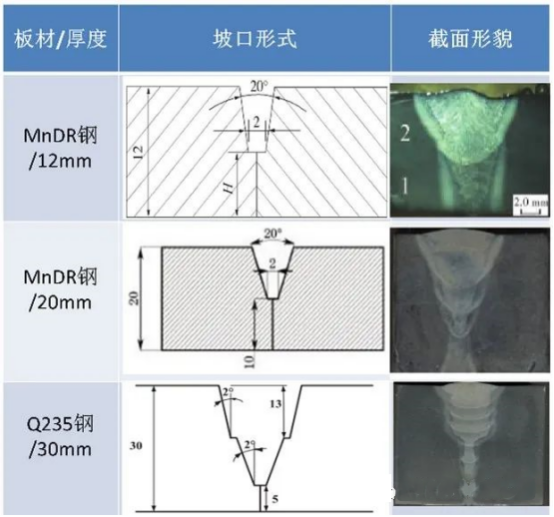
Влијанието на формата на жлебот врз морфологијата на напречниот пресек на заварите
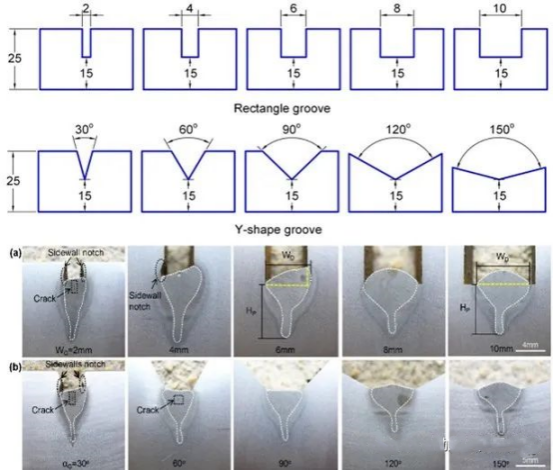
Влијанието на ширината и аголот на жлебот врз морфологијата на напречниот пресек на заварите
05 Резиме
При изборот на формата на жлебот треба сеопфатно да се земат предвид барањата на задачата за заварување, карактеристиките на материјалот и карактеристиките на процесот на лачно композитно заварување. Правилниот дизајн на жлебот може да ја подобри ефикасноста на заварувањето и да го намали ризикот од дефекти во заварувањето. Затоа, изборот и дизајнот на формата на жлебот е клучен фактор пред лачното композитно заварување на средни и дебели плочи.
Време на објавување: 08.11.2023











