



Хибридно заварување со ласерски лакg е метод на ласерско заварување кој комбинира ласерски зрак и лак за заварување. Комбинацијата на ласерски зрак и лак целосно го демонстрира значителното подобрување на брзината на заварување, длабочината на пенетрација и стабилноста на процесот. Од крајот на 1980-тите, континуираниот развој на ласери со голема моќност го промовираше развојот на технологијата за хибридно лачно заварување со ласер. Прашања како што се дебелината на материјалот, рефлективноста на материјалот и способноста за премостување на празнините повеќе не се пречки за технологијата на заварување. Успешно се користи во заварување на делови од материјал со средна дебелина.
Технологија за хибридно заварување со ласерски лак
Во процесот на хибридно заварување со ласерски лак, ласерскиот зрак и лакот комуницираат во заеднички стопен базен за да произведат тесни и длабоки заварувања, со што се подобрува продуктивноста, како што е прикажано на Слика 1.
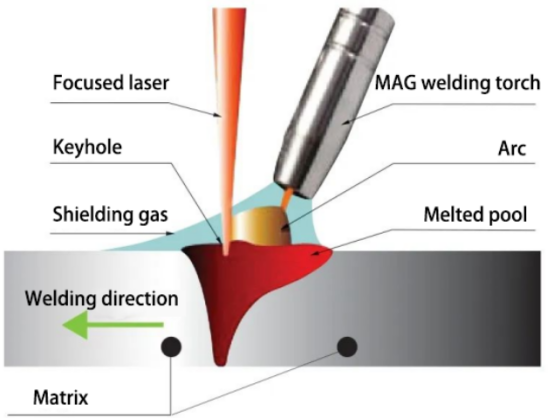
Слика 1 Шема на процес на хибридно заварување со ласерски лак
Основни принципи на ласерско хибридно заварување
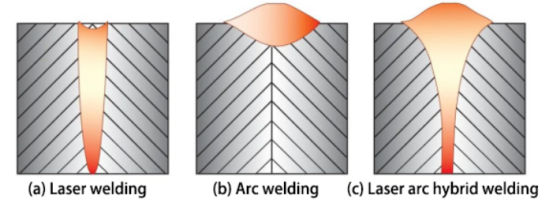
Ласерското заварување е познато по својата многу тесна зона погодена од топлина, а неговиот ласерски зрак може да се фокусира на мала површина за да произведе тесни и длабоки заварувања, со што може да се постигнат поголеми брзини на заварување, со што се намалува внесувањето на топлина и се намалува можноста за термичка деформација на заварените делови. Сепак, ласерското заварување има слаба способност за премостување на празнините, па затоа е потребна голема прецизност при склопувањето на работното парче и подготовката на рабовите. Ласерското заварување е многу тешко за заварување на материјали со висока рефлективност како што се алуминиум, бакар и злато. Спротивно на тоа, процесот на лачно заварување има одлична способност за премостување на празнините, висока електрична ефикасност и може ефикасно да заварува материјали со висока рефлективност. Сепак, ниската густина на енергија за време на лачното заварување го забавува процесот на заварување, што резултира со голема количина на внес на топлина во областа на заварување и предизвикува термичка деформација на заварените делови. Затоа, употребата на ласерски зрак со висока моќност за заварување со длабока пенетрација и синергијата на лакот со висока енергетска ефикасност, чиј хибриден ефект ги надоместува недостатоците на процесот и ги надополнува неговите предности, како што е прикажано на Слика 2.
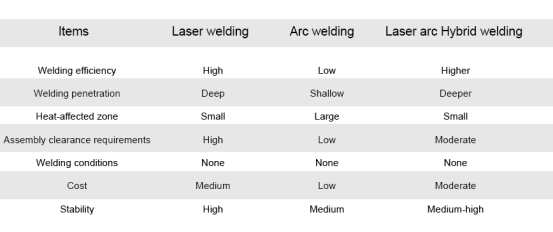
Недостатоците на ласерското заварување се слабата способност за премостување на празнините и високите барања за склопување на обработениот дел; недостатоците на лачното заварување се ниската густина на енергија и плитката длабочина на топење при заварување на дебели плочи, што генерира голема количина на влез на топлина во областа на заварување и предизвикува термичка деформација на заварените делови. Комбинацијата од двете може да влијае и да се поддржува една со друга и да ги надомести недостатоците на процесот на заварување, давајќи им целосна примена на предностите на ласерското длабинско топење и лачното заварување со покривка, постигнувајќи ги предностите на мал влез на топлина, мала деформација на заварот, голема брзина на заварување и висока цврстина на заварување, како што е прикажано на Слика 3. Споредбата на ефектите од ласерското заварување, лачното заварување и ласерското хибридно заварување на средни и дебели плочи е прикажана во Табела 1.
Табела 1 Споредба на ефектите од заварување на средни и дебели плочи
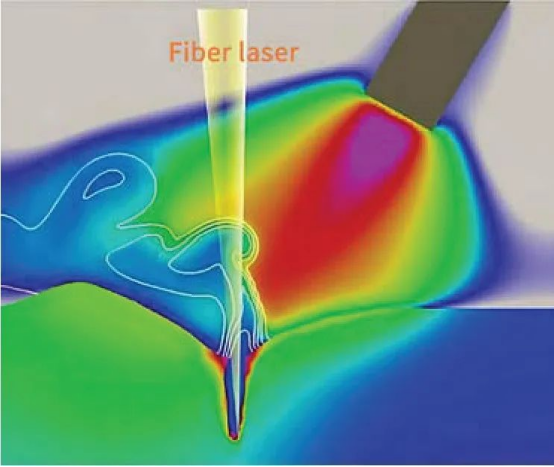
Слика 3 Дијаграм на процесот на лачно хибридно заварување
Кутија за хибридно лачно заварување Mavenlaser
Опремата за хибридно лачно заварување Mavenlaser е главно составена одРоботска рака, ласер, ладилник,глава за заварување, извор на енергија за лачно заварување итн., како што е прикажано на Слика 4.

Области на примена и трендови во развојот на ласерско-лачно хибридно заварување
Полиња за примена
Со развојот на високомоќната ласерска технологија, ласерското хибридно заварување е широко користено во различни области. Има предности како што се висока ефикасност на заварување, висока толеранција на празнини и длабока пенетрација на заварувањето. Тоа е претпочитан метод на заварување за средни и дебели плочи. Исто така, тоа е метод на заварување што може да го замени традиционалното заварување во областа на производството на опрема од големи размери. Широко се користи во индустриски области како што се инженерски машини, мостови, контејнери, цевководи, бродови, челични конструкции и тешка индустрија.

Време на објавување: 07.06.2024











