



01 Хибридно заварување со ласерски лак со дебела плоча
Заварувањето со дебели плочи (дебелина ≥ 20 mm) игра клучна улога во производството на голема опрема во важни области како што се воздухопловството, навигацијата и бродоградбата, железничкиот транспорт итн. Овие компоненти обично се карактеризираат со голема дебелина, сложени форми на спојки и сложени работни средини. Квалитетот на заварувањето има директно влијание врз перформансите и животниот век на опремата. Поради бавната брзина на заварување и сериозните проблеми со прскање, традиционалниот метод на заварување со гасна заштита се соочува со предизвици како што се ниска ефикасност на заварување, висока потрошувачка на енергија и голем преостанат стрес, што го отежнува исполнувањето на постојано растечките барања за производство. Сепак, технологијата за ласерско-лачно хибридно заварување е различна од традиционалната технологија на заварување. Таа успешно ги комбинира предностите наласерско заварувањеи лачно заварување, и има карактеристики на голема длабочина на пенетрација, брза брзина на заварување, висока ефикасност и подобар квалитет на заварување, како што е прикажано на Слика 1. Затоа, оваа технологија привлече широко внимание и почна да се применува во некои клучни области.
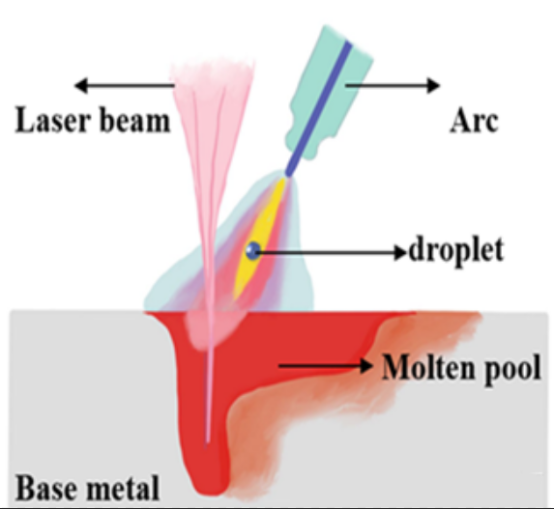
Слика 1 Принцип на ласерско-лачно хибридно заварување
02Истражување за ласерско-лачно хибридно заварување на дебели плочи
Норвешкиот институт за индустриска технологија и Технолошкиот универзитет Луле во Шведска ја проучувале структурната униформност на композитни заварени споеви под 15 kW за микролегиран високоцврст микролегиран челик со ниска легура со дебелина од 45 mm. Универзитетот во Осака и Централниот металуршки истражувачки институт на Египет користеле фибер ласер од 20 kW за да спроведат истражување на процесот на еднонасочно ласерско-лачно хибридно заварување на дебели плочи (25 mm), користејќи долна обвивка за да го решат проблемот со долната грпка. Данската компанија „Форс Технолоџи“ користела два дискови ласери од 16 kW во серија за да спроведат истражување на хибридно заварување на челични плочи со дебелина од 40 mm на 32 kW, што укажува дека се очекува високомоќното ласерско-лачно заварување да се користи во заварувањето на бази на кули за ветерни електрани на отворено море, како што е прикажано на Слика 2. „Харбин Велинг Ко., Лтд.“ е првата во земјата што ја совлада основната технологија и технологијата за интеграција на опремата на високомоќно цврсто ласерско-топење електродно хибридно заварување со лачен извор на топлина со хибриден извор на топлина. Ова е прв пат успешно да се примени технологија и опрема за лачно хибридно заварување со висока моќност и двојна жица со топење на електрода на опрема од висока класа во мојата земја.
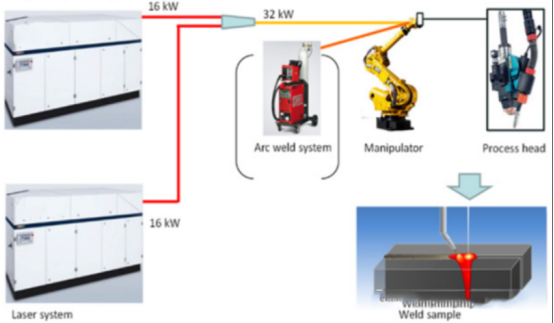
Слика 2. Дијаграм на распоред на инсталација на ласерот
Според моменталната состојба на истражување на ласерско-лачно хибридно заварување на дебели плочи во земјата и странство, може да се види дека комбинацијата од ласерско-лачно хибридно заварување и тесен жлеб може да постигне заварување на дебели плочи. Кога моќноста на ласерот се зголемува на повеќе од 10.000 вати, под зрачење на високоенергетски ласер, однесувањето на испарувањето на материјалот, процесот на интеракција помеѓу ласерот и плазмата, стабилната состојба на протокот на стопена материја, механизмот за пренос на топлина и металуршкото однесување на заварот. Промените ќе се појават во различен степен. Како што моќноста се зголемува на повеќе од 10.000 вати, зголемувањето на густината на моќноста ќе го интензивира степенот на испарување во областа близу до малата дупка, а силата на отскокнување директно ќе влијае на стабилноста на малата дупка и протокот на стопената материја, со што ќе влијае на процесот на заварување. Промените имаат незанемарливо влијание врз имплементацијата на ласерот и неговите композитни процеси на заварување. Овие карактеристични феномени во процесот на заварување директно или индиректно ја одразуваат стабилноста на процесот на заварување до одреден степен, па дури можат да го одредат и квалитетот на заварот. Ефектот на спојување на двата извори на топлина, ласер и лак, може да им овозможи на двата извори на топлина целосно да ги искористат своите карактеристики и да добијат подобри ефекти на заварување од заварувањето со еден ласер и лачното заварување. Во споредба со методот на ласерско автогено заварување, овој метод на заварување има предности како што се силна прилагодливост на празнините и голема дебелина на заварување. Во споредба со методот на заварување со тесен празнин со ласерско полнење на жица на дебели плочи, има предности како што се висока ефикасност на топење на жицата и добар ефект на фузија на жлебовите. Покрај тоа, привлекувањето на ласерот кон лакот ја подобрува стабилноста на лакот, што го прави хибридното заварување со ласер и лак побрзо од традиционалното лачно заварување изаварување со ласерска жица за полнење, со релативно висока ефикасност на заварување.
03 Примена на високомоќно ласерско-лачно хибридно заварување
Технологијата за високомоќно ласерско-лачно хибридно заварување е широко користена во бродоградичката индустрија. Шиплодилиштето „Мејер“ во Германија воспостави производствена линија за заварување со CO2 ласерско-лачно хибридно заварување од 12 kW за рамни плочи на трупот и вкочанувачи за да се постигне формирање на филетни завари долги 20 метри одеднаш и да се намали степенот на деформација за 2/3. GE разви систем за заварување со фибер ласерско-лачно хибридно заварување со максимална излезна моќност од 20 kW за заварување на носачот на авиони „УСС Саратога“, заштедувајќи 800 тони метал за заварување и намалувајќи ги работните часови за 80%, како што е прикажано на Слика 3. CSSC 725 усвојува систем за заварување со фибер ласерско-лачно хибридно заварување со висока моќност од 20 kW, кој може да ја намали деформацијата на заварувањето за 60% и да ја зголеми ефикасноста на заварувањето за 300%. Шиплодилиштето „Шангај Ваигаокиао“ користи систем за заварување со фибер ласерско-лачно хибридно заварување со висока моќност од 16 kW. Производната линија користи нова технологија на ласерско хибридно заварување + MAG заварување за да се постигне еднострано еднонасочно заварување и двострано обликување на челични плочи со дебелина од 4-25 mm. Технологијата на високомоќно ласерско-лачно хибридно заварување е широко користена кај оклопните возила. Нејзините карактеристики на заварување се: заварување на сложени метални конструкции со голема дебелина, ниска цена и високоефикасно производство.

Слика 3. Носачот на авиони „УСС Сара Тога“
Технологијата за високомоќно ласерско-лачно хибридно заварување првично се применуваше во некои индустриски области и ќе стане важно средство за ефикасно производство на големи конструкции со средна и голема дебелина на ѕидовите. Во моментов, недостасуваат истражувања за механизмот на високомоќно ласерско-лачно хибридно заварување, кој треба дополнително да се зајакне, како што се интеракцијата помеѓу фотоплазмата и лакот и интеракцијата помеѓу лакот и стопениот базен. Сè уште има многу нерешени проблеми во процесот на високомоќно ласерско-лачно хибридно заварување, како што се тесниот прозорец на процесот, нееднаквите механички својства на структурата на заварот и комплицираната контрола на квалитетот на заварувањето. Како што излезната моќност на индустриските ласери постепено се зголемува, технологијата за високомоќно ласерско-лачно хибридно заварување брзо ќе се развива и ќе продолжат да се појавуваат различни нови технологии за ласерско хибридно заварување. Локализацијата, големите размери и интелигентизацијата ќе бидат важни трендови во развојот на опрема за високомоќно ласерско заварување во иднина.
Време на објавување: 24 април 2024 година











